.svg)
.svg)
.svg)
.svg)
.svg)







.svg)





.svg)
.svg)

If you still picture manufacturing as rows of machines and a few clipboards, it’s time for an upgrade.
Today’s factories are getting a digital makeover powered by sensors, AI, automation, and some seriously smart software.
Efficiency is not the only concern of modern manufacturers anymore.
Flexibility, precision, sustainability, workforce empowerment, and staying ahead in an industry that’s evolving faster than ever are becoming important considerations, as well.
⚡ In fact, 85% of manufacturers say they must modernize their day-to-day operations to stay competitive.
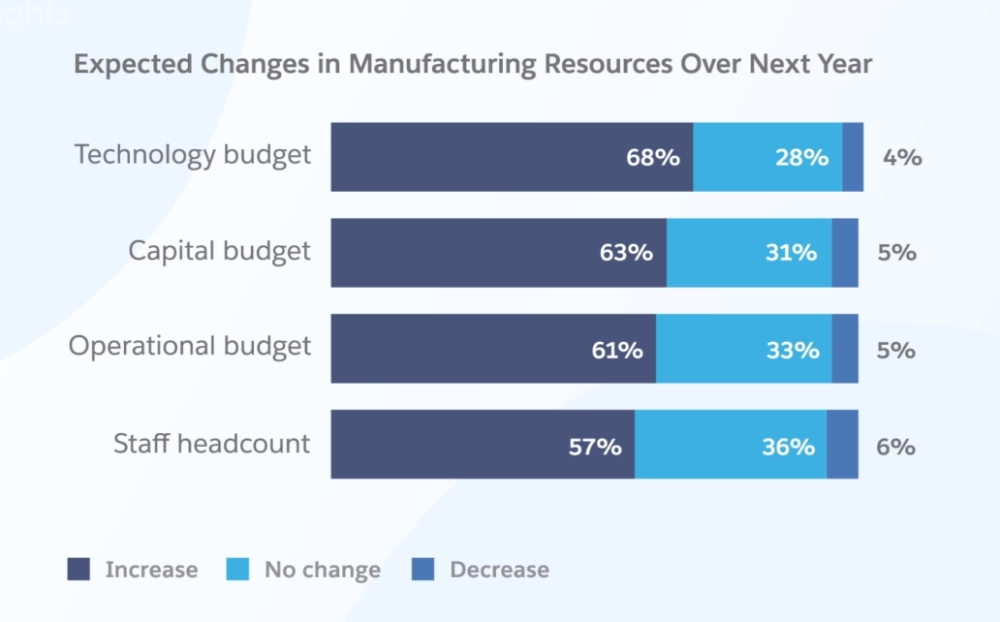
And Salesforce’s survey shows that the largest shifts in resource allocation are occurring in technology, with 68% of manufacturers increasing their tech budgets to focus on data management, AI tools, and related areas.
In this article, we’ll cover:
- What digital transformation in manufacturing really means
- The main technologies and tools driving it
- Real-world examples of modern smart manufacturing in action
- The biggest challenges manufacturers face during transformation
- The key benefits and trends shaping the factory of the future
Here’s the TL;DR for those that are short on time 👇🏻
TL;DR
- Digital transformation in manufacturing means using technology to connect machines, people, and processes, creating smarter, more efficient, and flexible factories.
- Key areas of transformation include:
- Smart factories, process optimization, and predictive maintenance: IIoT, edge computing, AI-driven asset performance, and digital twins reduce downtime, improve quality, and optimize operations.
- Digital supply chain, asset, and resource management: ERP, MES, and smart inventory systems enable better planning, demand forecasting, and traceability.
- Workforce enablement, training, and knowledge sharing: AR/VR guidance, digital work instructions, and AI support empower employees to work faster, safer, and smarter.
- Beyond boosting production efficiency and empowering the workforce with technologies like cobots, digital transformation in manufacturing brings a wide variety of advantages, such as:
- Better sustainability through energy and raw material optimization
- Enhanced operational and digital security
- Faster, data-driven decision-making across operations
- Reduced costs through predictive maintenance and resource efficiency
- Improved regulatory compliance and process standardization
- Greater flexibility and adaptability to changing market demands
- But despite all of these benefits, many manufacturers hesitate to go through digital transformation projects, or struggle to, even if they want to… Some popular reasons why that is the case include:
- Outdated, hard-to-integrate legacy systems
- Fragmented, disconnected data
- Cultural resistance and fear of change
- Regulatory and compliance hurdles
- High upfront costs and ROI uncertainty
- With a solution like UserGuiding, you can flatten the learning curve for new software and help even non-tech-savvy employees get up to speed quickly and confidently!
What is digital transformation in manufacturing?
Digital transformation (DT) in manufacturing is the process of integrating digital technologies into every stage of production, from design and supply chain management to operations, maintenance, and delivery.
DT aims to make manufacturing more innovative, more efficient, and more resilient.
And to do that, it connects machines, people, and processes into one intelligent network.
Much of the digital transformation happening in manufacturing is guided by the principles of Industry 4.0, which is the convergence of physical operations with digital intelligence.
Industry 4.0 allows manufacturers to see and optimize every stage of production, from raw materials to end customers, through connected data and automation.
Here’s what Eric Kimberling says about Industry 4.0:
Industry 4.0 is really providing a more complete comprehensive view of the end-to-end business process from procurement of raw materials all the way through production, manufacturing, warehousing, and ultimately to your end customers. It's providing better visibility and greater visibility into data throughout that entire end-to-end lifecycle; it's also providing automation tools through that end-to-end lifecycle as well. So, Industry 4.0 is something that's totally transforming and changing the way technology is used in manufacturing organizations throughout the world.”
What are the use cases of digital transformation in manufacturing?
If we are to refer back to Eric Kimberling, he categorizes the main areas affected by digital transformation and technology trends in the manufacturing industry into 5 groups:
- Industry 4.0 (MES, IoT, Robotics, Automation)
- Digital Supply Chain (ERP, SCM, WMS, TMS, Procurement Tech)
- Interoperability (Integration of multi-system architectures)
- Customer Experience (Data-driven responsiveness and personalization)
- Business Intelligence & Analytics (Data visibility and insight)
It’s a solid framework that captures the backbone of how technology is reshaping manufacturing operations.
But to give a fuller picture, and to provide value for readers who are both new to digital transformation and those already deep in it, we’ll expand this view a bit.
Here are use cases of DT in manufacturing 👇🏻
Smart factories & connected operations
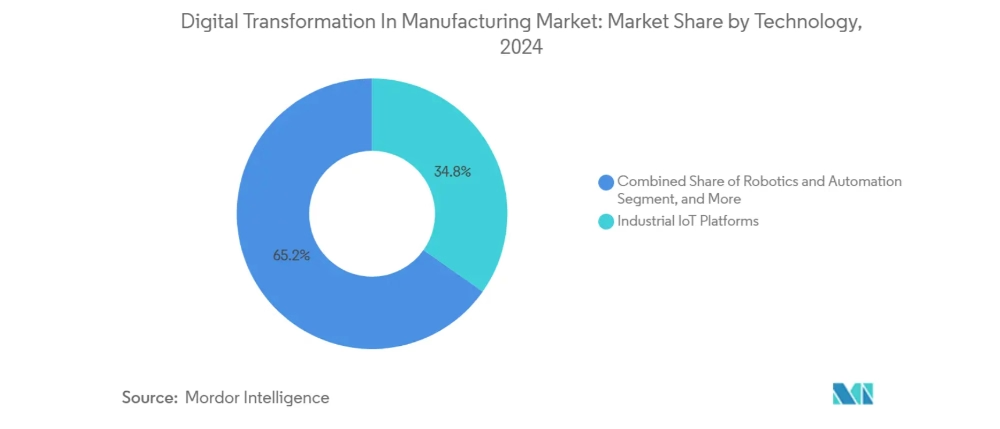
Industrial IoT Platforms (IIoT)
Industrial IoT (IIoT) platforms are the digital backbone of connected manufacturing.
They bring together data from machines, sensors, control systems, and enterprise applications into one centralized environment, enabling real-time monitoring and advanced analytics across operations.
They contextualize and visualize machine and process data so engineers can detect inefficiencies, predict issues, and make faster, more confident decisions.
⚡ That’s why, in 2024, IIoT platforms accounted for 34.76% of all digital transformation initiatives in manufacturing.
Edge computing & machine connectivity
Edge computing in manufacturing reduces latency, boosts responsiveness, and keeps production lines running smoothly even if network connections lag by processing data in local and/or geographically closer servers instead of sending it to the cloud data centers, which might cause latencies.
The purpose here is speed and autonomy.
When a robotic arm needs to adjust its motion in milliseconds or a machine must automatically shut down at the first sign of vibration anomalies, there’s no time to send data to the cloud data centers and wait for a decision.
Edge devices handle these computations locally, then sync with the cloud later for storage and analysis.
⚡ According to research, the edge computing market is projected to reach $156.2 billion by 2030, growing at a 16.3% CAGR from $47 billion in 2022.
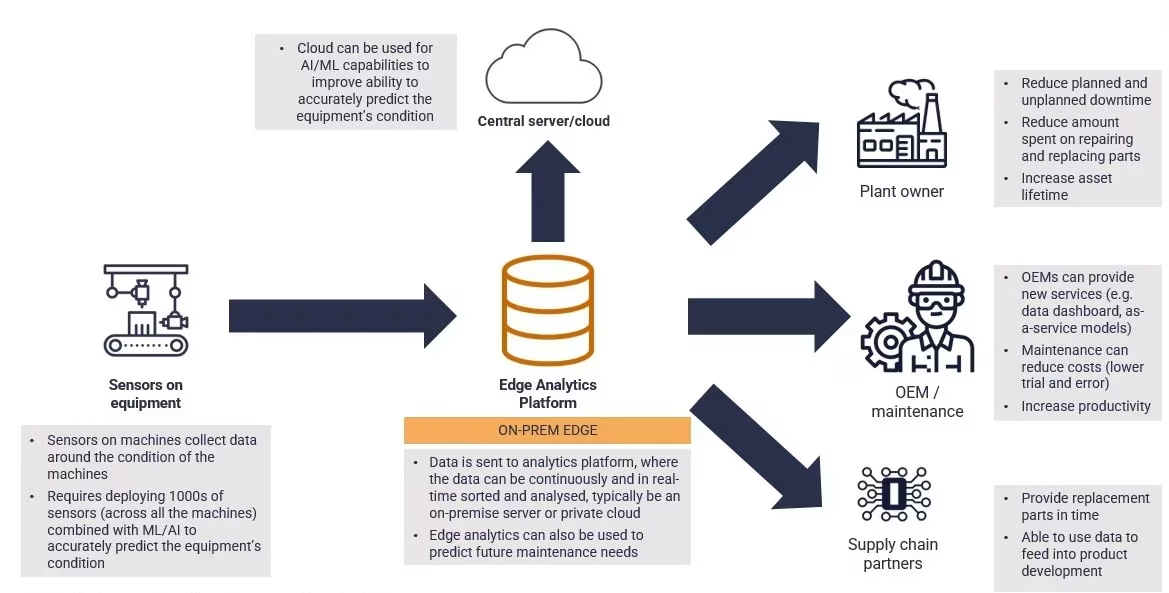
Predictive maintenance & Asset Performance Management (APM)
Anomaly detection and prognostics
Many manufacturers use advanced analytics and machine learning to identify irregular patterns in machine behavior before they turn into costly failures, nowadays.
This way, instead of waiting for a machine to break down, they can spot deviations in temperature, vibration, pressure, or output quality, and intervene early.
This capability is often embedded in IIoT and APM (Asset Performance Management) systems, which we’ll talk about in a minute.
Sensors feed continuous data streams into AI models trained to recognize normal versus abnormal conditions. When an anomaly is detected, the system triggers an alert or even an automated response, such as adjusting parameters or scheduling maintenance.
Prognostic systems go one step further and predict how and when a failure might occur.
Examples of platforms offering these capabilities include IBM Maximo Application Suite, Siemens Senseye Predictive Maintenance, and AVEVA predictive analytics.
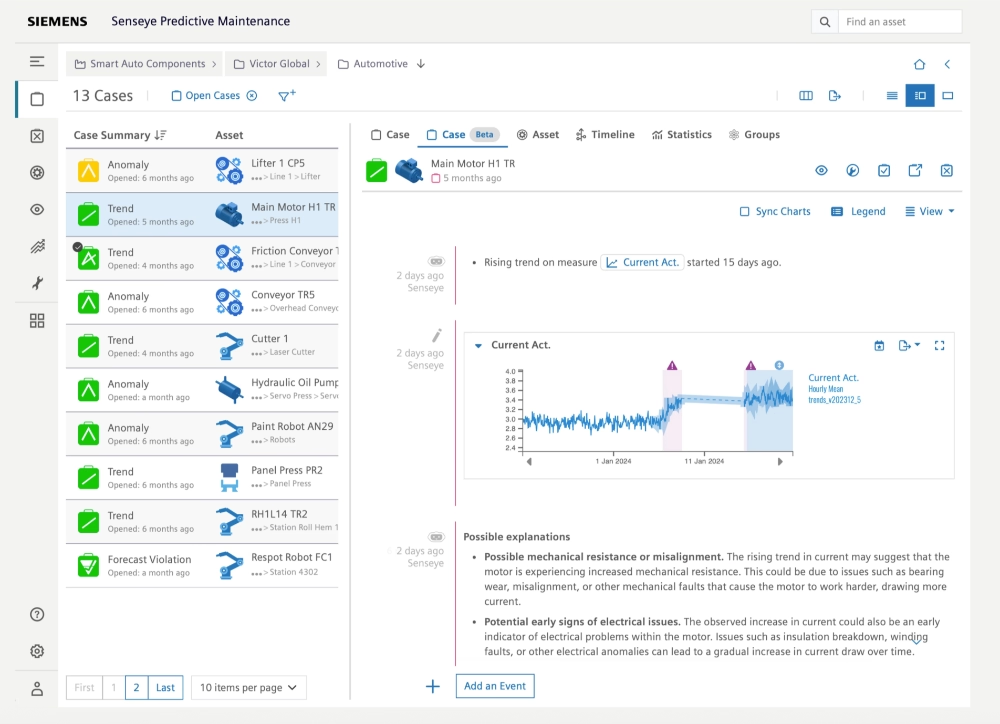
👉🏻 For example, Schneider Electric uses AVEVA’s Vision AI Assistant to monitor its 1.5 km main drive chain, a single component that can halt the entire operation if it fails.
Since deployment, the AI has twice detected early signs of wear, allowing the team to act proactively and avoid costly downtime.
According to Jim Chappell, AVEVA’s Global Head of AI and Advanced Analytics, Vision AI helps operators focus on higher-value work while the system continuously monitors for efficiency, safety, and reliability.
Asset Performance Management (APM) systems
APM platforms combine data from sensors, control systems, and maintenance logs to evaluate the real-time condition and performance of assets.
The goal is simple: keep assets available, efficient, and healthy without over-maintaining them.
Solutions like ABB Ability and AVEVA APM allow manufacturers to manage entire fleets of equipment, analyze performance trends, and prioritize maintenance actions that deliver the biggest impact.

💡 Pro Tip: Asset Performance Management (APM) systems and Asset Maintenance Management Systems (CMMS or EAM) are often confused, but they focus on different sides of the reliability equation.
APM looks at how well assets are performing (the effect of maintenance), using analytics and predictive insights to optimize uptime and reliability.
Maintenance management systems, on the other hand, track how well maintenance processes are executed (the cause of good performance), using work orders, schedules, and compliance metrics.
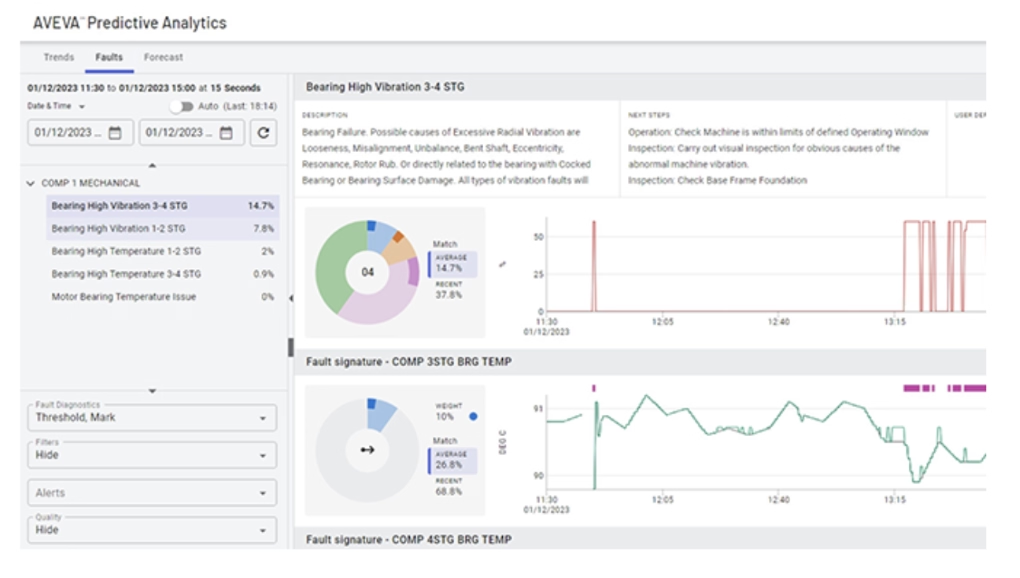
Remote diagnostics & servicing
Remote diagnostics extend the idea of predictive maintenance beyond the factory floor.
Using IoT connectivity and cloud-based analytics, equipment manufacturers and maintenance teams can monitor assets deployed anywhere in the world, perform root cause analyses, and even execute fixes without being physically present.
This model has become particularly powerful with platforms like AVEVA Insight and AVEVA Predictive Analytics, which give service engineers live visibility into the health of machines across multiple plants or customer sites.
Digital twin/simulation & virtual commissioning
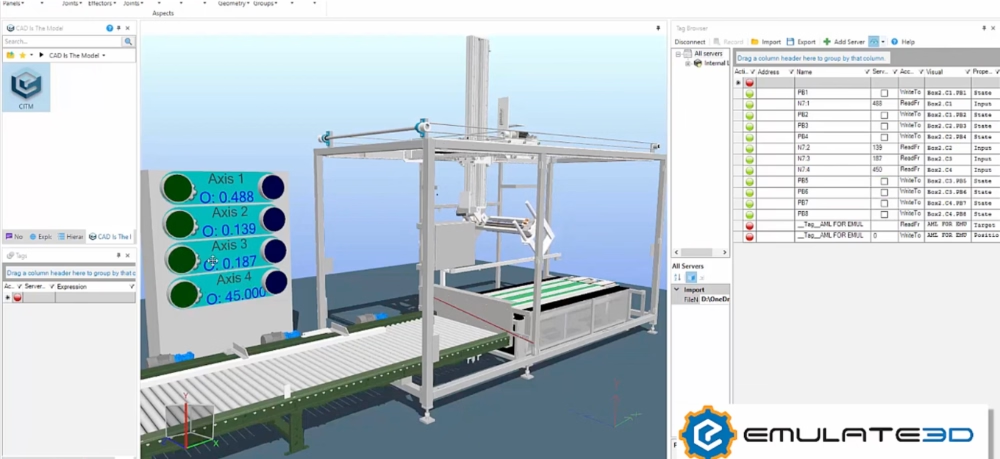
Digital twin of physical processes and assets
A digital twin is a dynamic, virtual replica of a physical asset, process, or entire factory. In manufacturing, this means every machine, conveyor, and workstation can have a virtual counterpart.
A digital twin continuously mirrors real-world conditions through data fed by sensors and control systems.
This way, it enables manufacturers and engineers to monitor, test, and optimize performance without touching the actual production line.
⚡ The 2025 Manufacturing IT/OT Trend Report shows that 41% of European manufacturers are running pilot projects, while 20% have fully integrated the technology into their operations.
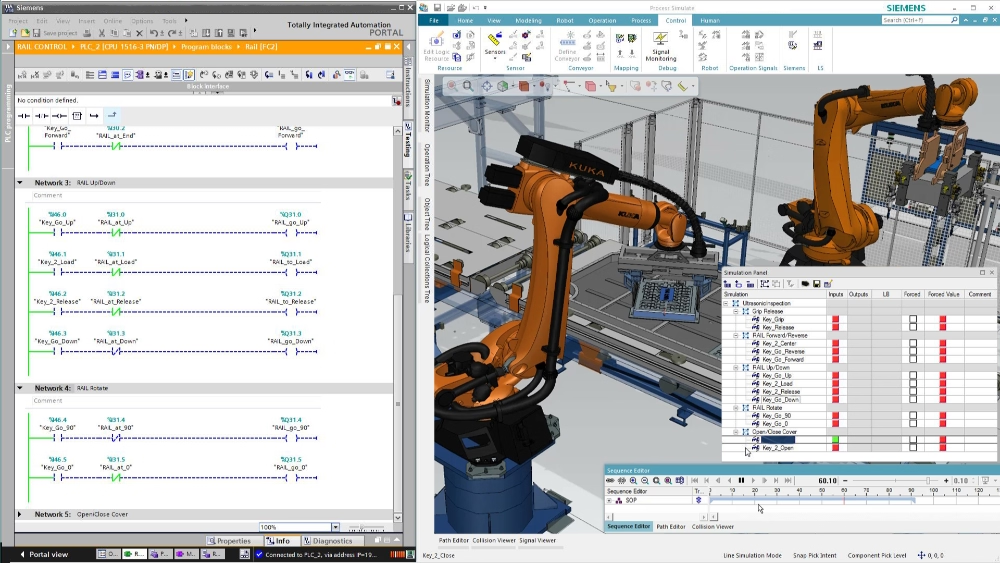
Virtual commissioning and early deployment
Virtual commissioning extends the digital twin concept into the pre-production phase. It allows manufacturers to design, test, and validate automation systems in a simulated environment before a single piece of hardware is installed.
With virtual commissioning, engineers can debug PLC code, test control logic, and fine-tune robotic movements within a digital replica of the plant.
⚡ According to studies, although commissioning typically accounts for only 25% of development time, it is responsible for the majority of delays, with up to 70% resulting from errors in control software.
Virtual commissioning enables early validation of machine code and, thus, significantly reduces the risk of deploying erroneous programs.
💡 Pro Tip: Digital twin systems and virtual commissioning systems might seem pretty similar, as they both use some kind of a virtual 3D modeling. The lines between digital twins and virtual commissioning are indeed very blurred.
The key difference is that virtual commissioning tests and validates a system before it’s physically built, while a digital twin mirrors the actual operating system in real time.
And if you already have a virtual commissioning system in place, transitioning to a digital twin will be much smoother later on.
Process optimization & closed-loop control
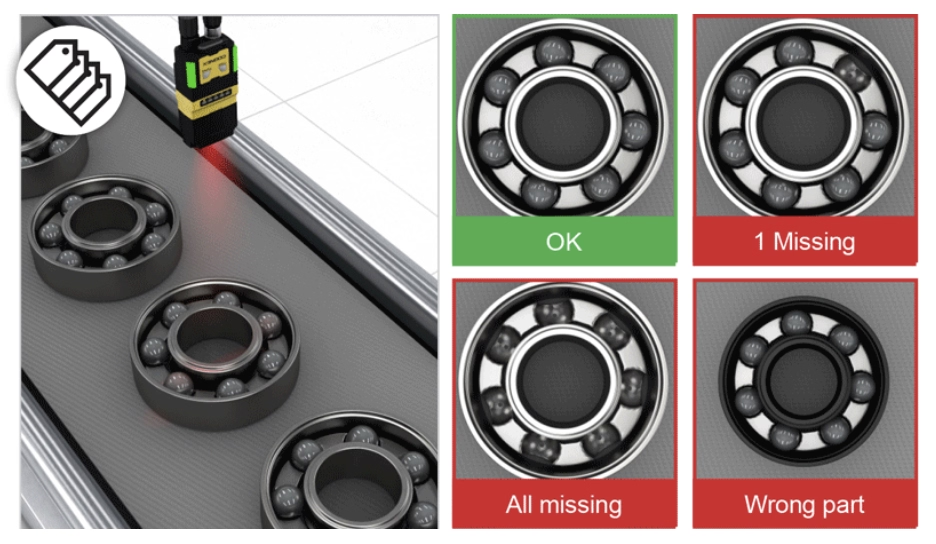
Quality control via vision/analytics
Quality control in modern manufacturing has moved far beyond simple human inspection. Nowadays, vision systems (often paired with AI and advanced analytics) constantly monitor products as they move through the production line.
Cameras and sensors capture images or data from each item, and software quickly analyzes this information to spot defects, misalignments, or irregularities that could affect performance or safety.
Besides flagging individual errors, these systems also detect recurring defects and allow you to trace them back to a specific machine, process step, or batch of materials.
Robotics, cobots & autonomous material handling
Collaborative robots (Cobots)
Collaborative robots, or cobots, in other words, are designed to work safely alongside human operators on the factory floor. Unlike traditional industrial robots that often need cages or barriers, cobots can assist with repetitive, heavy, or precise tasks while humans focus on more complex or creative work.
They are easy to program, flexible, and can be redeployed across different production lines, which makes them ideal for small-batch production or variable workflows.
✅ Cobots also…
- Help reduce workplace injuries,
- Maintain consistent quality without replacing human expertise,
- Brings real-time decision making under 100ms (which is around 3s with humans).
Automated Guided Vehicles (AGVs) & Autonomous Mobile Robots (AMRs)
Automated Guided Vehicles (AGVs) and Autonomous Mobile Robots (AMRs) are robotic systems designed to transport materials, parts, or finished products within factories, warehouses, or distribution centers without human intervention.
- AGVs follow pre-defined paths using tracks, magnetic strips, or optical markers, making them ideal for consistent, repeatable transport routes.
- AMRs, on the other hand, use advanced sensors, cameras, and AI-based navigation to move autonomously, detect obstacles, and dynamically adjust their paths in real-time.
These systems are primarily used to reduce manual labor and minimize the risk of workplace accidents.
However, they also improve operational efficiency.
One challenge AGVs and AMRs faced in the past was battery charging.
Early systems required manual charging, meaning operators had to attach cables, which wasted time and slowed operations.
Over the past few years, however, the industry has developed wireless charging solutions and self-charging systems. These systems allow robots to automatically return to their charging stations once their tasks are complete or battery levels are low.
This advancement has further increased uptime and operational efficiency.
Additive manufacturing (3D printing)
Additive manufacturing, commonly known as 3D printing, is a process that builds physical objects layer by layer directly from digital designs.
Unlike traditional subtractive manufacturing, which removes material through cutting, drilling, or milling, additive manufacturing constructs parts by adding material only where it is needed.
Thus, it allows you to construct highly complex geometries, lightweight structures, and conduct rapid prototyping.
It also enables faster product development cycles since engineers can quickly iterate on designs without the need for expensive molds or tooling.
One common challenge in traditional 3D printing is overhangs.
Complex shapes often require extra support structures, which add material costs, increase printing time, and require post-processing.
Fortunately, new technologies like 5-axis or non-planar printing can build parts along curved surfaces, eliminating the need for supports, saving time, reducing waste, and producing stronger, more optimized components.
Also, 3D printing technologies can now handle a wide range of materials, including durable plastics, metals, ceramics, and composites.
Digital supply chain, logistics, and resource management
Manufacturing Execution Systems (MES)
A Manufacturing Execution System (MES) is a software platform that connects the planning layer of an organization, like ERP and scheduling systems, with what’s actually happening on the factory floor.
In short, it monitors and controls every stage of the manufacturing process in real time.
Modern MES:
- Captures live data from machines and sensors for instant insights.
- Tracks materials from input to output, recording every key step.
- Monitors equipment to spot bottlenecks and cut downtime.
- Schedules production and assigns tasks by capacity and priority.
- Enforces quality by logging inspections and flagging issues early.
- Analyzes performance metrics like OEE, yield, and throughput.
By aligning production scheduling, quality assurance, and material tracking in one platform, MES ensures that resources are used efficiently and that deliveries stay on time.

Enterprise resource planning (ERP)
ERP systems are software platforms that integrate and manage the administrative and business functions, such as cash flow tracking, workforce planning, payroll, compliance, supplier management, customer management, KPI tracking, etc.
So, while MES serves as the central hub for data and decision-making on the production floor, ERP systems manage the administrative side of manufacturing and bring together areas like financial management, HR, R&D planning, procurement, CRM, and sales.
But if the distinction is not that clear to you, we understand your confusion.
Because there is some overlapping here.
There are overlaps between several technologies and software we’ve covered so far.
But which solution you choose depends on your business size and model, your industry, and, overall, your needs (and budget, of course).
Here’s another expert differentiating the two (ERP and MES).
Maybe this will clarify things better for you:
Supply Chain Visibility & Traceability
Supply chain visibility solutions provide manufacturers with real-time insight into the movement of materials, components, and finished goods across the entire supply chain.
These systems allow you to track products from suppliers to production lines to customers.
✅ By linking all important actors, they…
- Ensure compliance with regulations,
- Reduce the risk of delays,
- Enable proactive problem-solving, and
- Improve coordination, as well as reliability.
Smart Inventory & Demand Forecasting
Inventory management tools use predictive analytics and AI to optimize stock levels, reduce waste, and prevent stockouts. These systems also anticipate demand fluctuations and adjust inventory by analyzing historical sales data, market trends, and production schedules.
So you can ensure that raw materials and components are available exactly when needed while minimizing excess inventory that ties up capital.
Workforce enablement, training, and knowledge sharing
Digital work instructions & knowledge platforms
Starting from here, we’re talking about how digital transformation touches people directly. How can you get employees to actually use all those new systems, control centers, sensors, tracking platforms, MES dashboards, and the rest?
Let’s be honest: if your workforce doesn’t know how to interact with these tools, simply acquiring them doesn’t get you very far.
Digital work instructions and knowledge platforms are your secret weapon here.
They put the right information in front of the right person at the right time, accessible on any device, whether it’s a tablet on the shop floor, a laptop in the office, or even a smartphone in the warehouse.
They help you standardize processes, reduce errors, and make sure that everyone, everywhere, is on the same page.
Plus, they also prevent loss of knowledge.
When experienced employees retire, transfer, or are simply unavailable, their expertise doesn’t leave with them. Everything from troubleshooting tips to subtle process nuances gets captured and stored in the system.
New hires (or even seasoned employees tackling a new task) can access this knowledge instantly.
AI-Powered Performance Support
If you remember all the sensors, IIoT devices, automated process controllers, and error messages we’ve discussed earlier, it’s worth looking at them from the perspective of human workers on the shop floor, too.
Most factories aren’t fully automated; there’s usually a mix of machines and human employees.
And that’s where AI-powered performance support really shines.
Instead of leaving employees to interpret complex dashboards, alerts, or cryptic error codes on their own, AI tools can translate all that raw data into actionable guidance.
The system can tell operators exactly what to do, when to do it, and even suggest the most efficient way to handle a problem.
AR-Guided Work Instructions
With augmented reality (AR) technologies, employees can see step-by-step guidance directly overlaid onto the physical equipment through AR glasses or tablets.
Imagine a maintenance technician looking at a machine and seeing arrows pointing to the parts that need servicing, with live instructions floating right in their line of sight.
AR-guided training…
- Speeds up the learning process by turning it into an interactive experience,
- Reduces potential errors caused by lengthy and confusing written instructions,
- And helps employees feel more confident handling complex tasks.

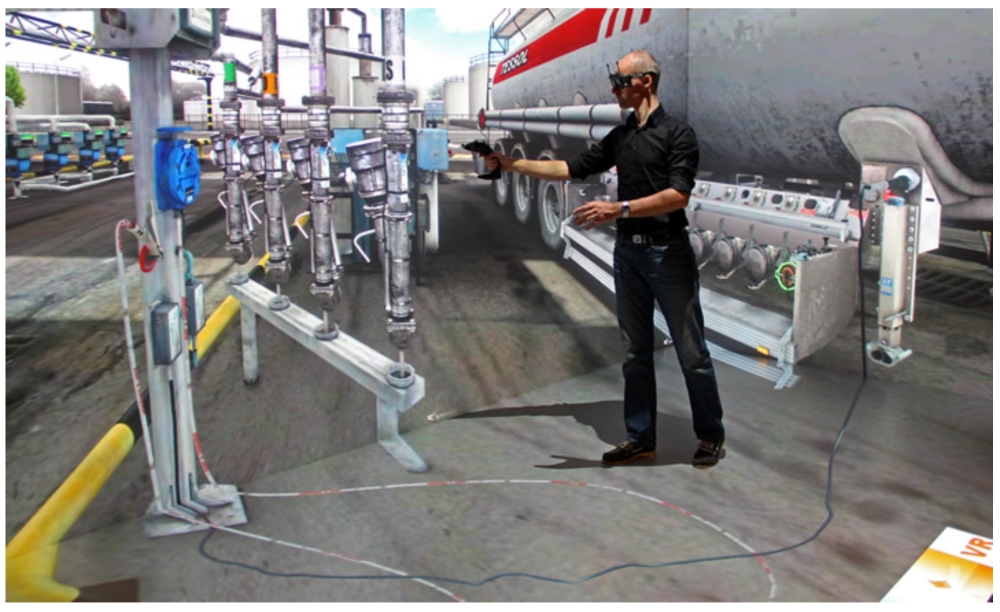
VR-Based Safety Simulations
Besides AR, VR technologies also play a big role in employee training and empowerment. While AR is often used for hands-on usage guidance, VR shines in safety simulations and training.
Mainly because you don’t want employees interacting with risky scenarios in the real world.
With VR, you can create fully immersive, safe virtual environments where employees can practice operating machinery, respond to emergencies, or navigate hazardous situations.
What are the benefits of digital transformation in manufacturing?
Implemented successfully, digital transformation can unlock massive returns.
⚡ According to McKinsey research done across industries, companies have reported 30–50% reductions in machine downtime, 10–30% increases in throughput, 15–30% improvements in labor productivity, and up to 85% more accurate forecasting.

Here are other benefits of digital transformation in manufacturing 👇🏻
- Operational efficiency and throughput gains: Digital transformation helps manufacturers run faster and leaner. It also eliminates inefficiencies and keeps production flowing smoothly.
- Bringing the right data to the right person at the right time: In traditional manufacturing environments, production data often lives in silos.
Machine data stays in PLCs, quality data in spreadsheets, and maintenance logs in paper forms or separate systems. This fragmentation makes it hard to spot bottlenecks or act quickly when issues arise.
New technologies and digital tools change that by connecting data, people, and machines in a unified ecosystem.
As Michael Coxon, Partner at McKinsey & Company, explains:
We collect a tremendous amount of data: process data, quality data, and performance data. It's all about putting the right data at the fingertips of people who need it to make the right decision. I think that it's critical for companies to take a true end-to-end view of their value chains and understand where they have inefficiencies in that chain, where they have constraints very often, and from there, the use of digital and industry 4.0 technologies allows companies to focus on those bottlenecks and constraints, remove them in ways that they wouldn't be able to."
- Cost reduction (maintenance, energy, scrap): Predictive maintenance, process automation, and energy optimization can significantly reduce operating costs, which is an important aspect in sustainability planning, as well.
By detecting issues before they cause failures, these technologies also reduce unplanned downtime and extend equipment life.
And the impact is massive.
According to IBM’s Smart Manufacturing Report, nearly nine in ten firms say an hour of downtime can cost up to $300,000, with one in four reporting losses as high as $1–5 million per hour.
- Quality improvement and consistency: Digital transformation enables real-time quality monitoring and data-driven process control.
Sensors, vision systems, and AI-powered analytics can detect deviations instantly, allowing operators to address issues before they impact production.
By standardizing workflows and maintaining consistent process parameters, manufacturers can ensure repeatable quality across batches, lines, and even plants.
- Greater flexibility and agility in production: Industry 4.0 technologies give manufacturers the adaptability they need to respond quickly to changing market demands.
As Francisco Betti, head of advanced manufacturing and production at the World Economic Forum, explains:
We have examples of actual productivity increases reaching three-digit impact. Figures up to 200 percent in some cases, which is unprecedented and won't be possible without digital technologies. What is most exciting is that in the current context, especially through the adoption of Industry 4.0, companies are not only boosting productivity, but they are also building resiliency. They are reaching new levels of agility, flexibility, and adaptability, which is what they will need to face future disruptions.”
- Enhanced customer value and differentiation: Smart manufacturing creates opportunities to deliver more value to your customers in multiple ways. If you’re producing under more optimized and controlled conditions, you’re (probably) delivering better and more reliable products, as well.
On top of that, digital transformation enables you to align with top sustainability standards: using less energy, generating less waste, and ensuring safer, more supportive working conditions through automation and cobots.
All these factors contribute to a stronger brand reputation, customer trust, and long-term differentiation.
- Employee empowerment and engagement: Real-time data, AR-guided instructions, and mobile dashboards help workers make faster, better-informed decisions right where they are.
These technologies don’t replace people but enable them, giving them the confidence and resources to perform their jobs safely, efficiently, and with greater satisfaction.
At the same time, investing in digital skills and modern training platforms shows your workforce that you’re moving forward with the times.
It proves you’re not just adopting new technology, but helping them grow alongside it.
In a world where technology is evolving fast, that sense of inclusion and empowerment is what keeps teams engaged, motivated, and loyal.
Examples of technology-driven manufacturing transformation
LogComex automates onboarding and offers support to their non-technical manufacturer users
LogComex is a supply chain management software used by manufacturers to get a clear view of their logistics chain and automate processes.
They wanted to be user-centric with their frequent improvements and feature releases, supporting users with contextual in-app communication and guidance.
But creating support materials (like guides) and educating users on how to use the platform to its full potential demanded that developers dedicate a great deal of time.
Even something as simple as explaining their in-app terminology required dev time…
That is, until they found UserGuiding, of course.
With UserGuiding, LogComex was able to:
- Create, test, and update in-app guides, tooltips, and checklists within minutes, and, most importantly, without any developer support
- Announce new features and improvements contextually
- Automate support with in-app resource centers
LogComex reports that they can now create onboarding and in-app support materials in 95% less time with UserGuiding than it would take to create them in-house!
What makes this a good DT example?
✅ Enables rapid, user-focused adoption of complex software without burdening development teams.
✅ Automates onboarding and support as well as reducing time-to-value.
✅ Demonstrates how digital tools can scale internal processes and empower non-technical users to succeed independently.
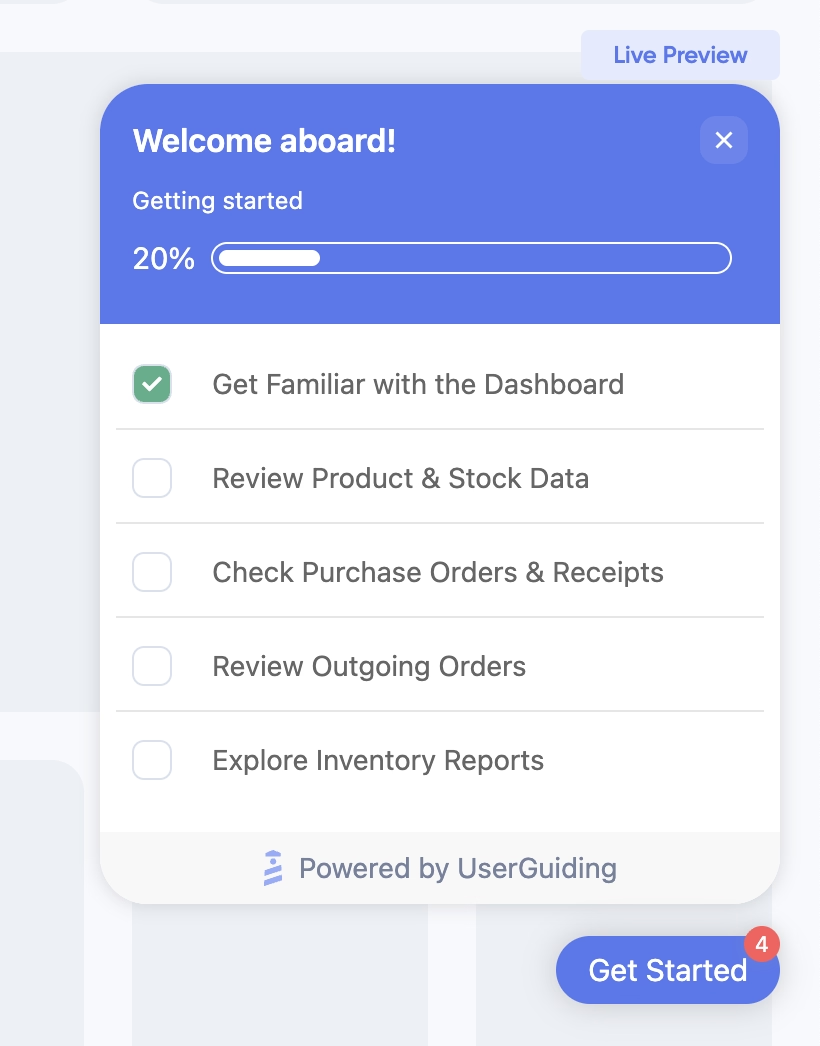
SafetyCulture’s in-app onboarding empowers non-technical manufacturers
SafetyCulture, a platform focused on operational safety and quality, helps manufacturers navigate its tools through interactive, in-app onboarding.
They use a dynamic checklist where each item triggers a guided walkthrough.
Here’s how the checklist looks:
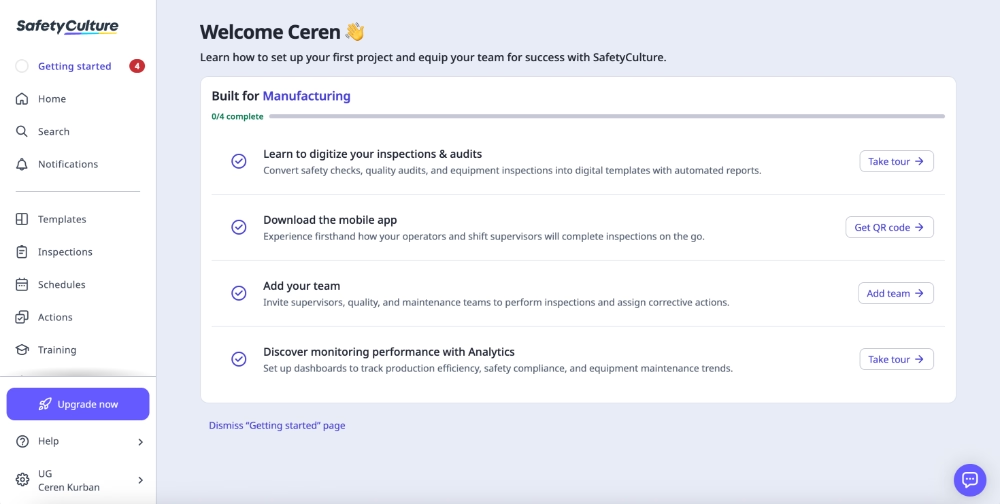
Each item on the checklist, a.k.a. Interactive guides, allows new users to explore features and capabilities step by step, which ensures users can interact with the platform confidently without feeling lost in the interface.
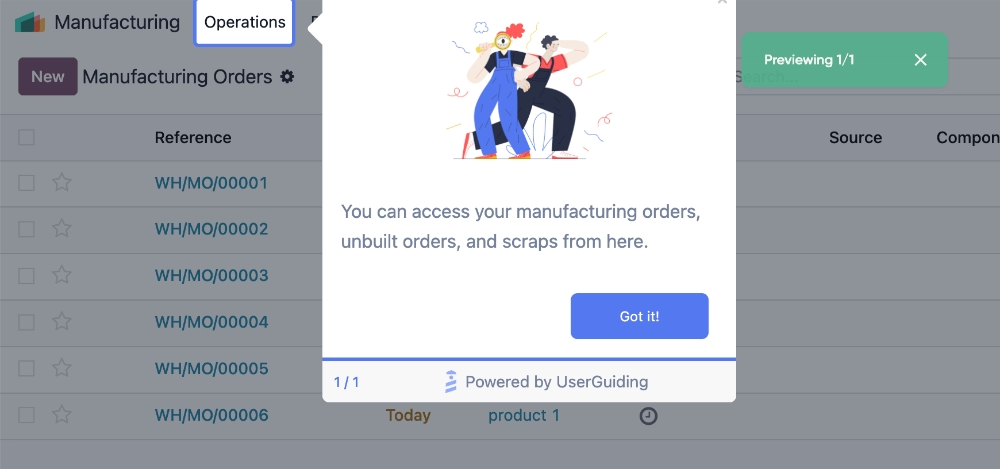
Here’s an excerpt from one of their guides:
What makes this a good DT example?
✅ Makes digitization accessible to all users, regardless of technical background, ensuring that everyone in the organization can adopt new digital processes.
✅ Demonstrates practical use of digital tools, such as running audits and inspections, helping manufacturers, especially small businesses or those early in their digital transformation journey, understand and implement digital workflows effectively.
Volvo Group expands digital engineering with PTC technologies
Volvo Group, a global leader in trucks, buses, construction equipment, and several other areas of manufacturing, embarked on a digital engineering transformation to streamline product development and maximize the value of digital product data across its operations.
To achieve this, Volvo Group decided to unify its CAD and PLM platforms, positioning PTC’s Creo CAD and Windchill PLM solutions as the primary tools for complete vehicle design.
This consolidation allows teams across the organization to work collaboratively, share product data seamlessly, and significantly increase the reuse of digital assets.
Lars Stenqvist, CTO at Volvo Group, says:
Using one PLM and CAD platform will act as a key enabler in our digital engineering transformation. Leveraging this foundation, we see great possibilities in connecting PTC’s IoT and AR solutions into our digital thread strategy.”
What makes this a good DT example?
✅ Establishes a unified digital thread that connects design, engineering, and IoT-enabled systems for smarter product development.
✅ Improves collaboration, efficiency, and reuse of digital product data across all levels of the organization.
LEO Paper Group drives operational excellence through digital transformation
Leo Paper Group, ranked among China’s top 10 printing companies, produces a wide range of paper products, from books to packaging. Managing production in such a diverse environment presents significant challenges, with variability across materials, machinery, and processes.
Years before Industry 4.0 became a household term in manufacturing, Leo Paper Group began its journey with lean manufacturing, inspired by Toyota.
Visits to Toyota plants helped the team adopt best practices and build a culture of continuous improvement.
As the lean journey matured, Leo Paper Group complemented it with early digital initiatives that laid the foundation for Industry 4.0:
- Smart logistics with RFID: Finished goods were tracked digitally, allowing real-time visibility across the supply chain.
- Heartbeat system for machinery monitoring: High-value machines, like printing presses, were equipped with sensors to collect production rates, setup times, and operational status. This gave managers a pulse on every critical machine and helped identify inefficiencies before they escalated.
- Automation: Selected processes were automated to reduce manual intervention and improve consistency.
What makes this a good DT example?
✅ Shows how traditional lean practices can be enhanced with digital tools to create early Industry 4.0 capabilities.
✅ Integrates logistics, machine data, and automation to improve efficiency, quality, and operational visibility.
Mueller, Inc. modernizes steel building sales with digital transformation
Mueller, Inc. is a leading producer of steel buildings, metal roofing, and construction components. As customer expectations and market demands evolved, Mueller realized their existing digital approach was no longer sufficient to support users or internal operations.
Before transformation, the company relied on an outdated open-source content management system.
This platform offered a static digital copy of their print catalog, lacked personalization, and provided little insight into a user’s position in the buyer journey.
Customers were often forced to complete purchases manually at local branches, while internal teams struggled with inefficient processes and limited visibility into operations.
To modernize, Mueller implemented a new digital platform and automation technologies.
The solution included:
- Customer portal: allowing users to complete every step of the purchase process online, with real-time communication with Mueller’s teams.
- 3D model builder: enabling customers to visualize projects, automatically generate quotes, and route requests directly to the relevant team.
- Self-service tools: streamlining operations and simplifying the sales process.
What makes this a good DT example?
✅ Produces measurable business outcomes, from increased engagement to operational excellence (quotes increased by 73% per month, with peaks up to 163%, and website traffic grew 250%).
✅ Streamlines sales and operations in a traditional industry with very modern customer experience (CX) strategies.
Daily Farmers of America (DFA) leverages data to optimize the dairy supply chain
Daily Farmers of America (DFA), a cooperative serving thousands of dairy farmers across the U.S., manages one of the most complex supply chains in the food industry.
With over 5,000 milk trucks collecting between 50,000 and 70,000 pounds of milk per day, DFA needed a reliable system to ensure operational efficiency, product quality, and regulatory compliance.
For those reasons, DFA implemented a comprehensive digital transformation to make their operations data-driven.
- First, they introduced asset tagging across factories to standardize data collection from all equipment and processes, ensuring consistency between facilities.
- Then, using advanced tracking and traceability systems, they started to monitor milk from farm to factory, optimizing logistics and quickly identifying the source of any quality issues.
This approach not only improved operational efficiency but also strengthened compliance with food safety regulations.
Hans Berghorst, VP Manufacturing Assets & Technology at DFA, says:
We can track and trace throughout the whole chain now. When we make a milk product, a powder, a cheese, and something is wrong with it, we can trace that back to the farm that supplied us with the milk.”
What makes this a good DT example?
✅ Makes traceability and compliance easier.
✅ Demonstrates how comprehensive data collection and standardization can optimize complex supply chains with several end products and several suppliers.
Intel’s Enterprise Architecture (EA) transformation
Intel, a global technology leader, recognized that rapid changes in business models, customer needs, and technology required a more agile and cohesive approach to IT.
They embarked on a comprehensive enterprise architecture (EA) initiative to support digital transformation, reduce technical debt, and enable faster business decisions across geographies and business units.
❌ Before this initiative, Intel faced several problems, such as…
- Inconsistent EA practices,
- Siloed IT and business strategies,
- Bureaucratic processes that slowed innovation,
- Outdated documentation tools, as well as
- Limited integration across business, data, applications, and technology (BDAT) domains.
To address these challenges, Intel adopted a federated EA operating model.
They established an EA Center of Excellence, Technical Workgroups, a Community of Practice, and Governance and Compliance structures.
Standardized frameworks, asset mapping, and long-term technology roadmaps aligned Intel’s IT capabilities with business needs.
What makes this a good DT example?
✅ Demonstrates how enterprise architecture can provide a structured framework for large-scale digital transformation.
✅ Offers tangible gains such as increased agility, faster decision-making, and reduced technical debt, fueling quicker innovation and business growth.
Kordsa's End-to-End Factory Digitization
Kordsa, a global leader in sustainable reinforcement solutions, operates 13 facilities across seven countries, serving industries such as aerospace, marine, construction, and automotive.
At their Composite Technologies Center of Excellence (CTCE) in Türkiye, Kordsa faced challenges common to complex manufacturing environments: reliance on manual processes, difficulty identifying operational bottlenecks, and limited predictive insight for proactive decision-making.
To address these issues, Kordsa partnered with SCW.AI to implement a comprehensive Digital Factory Platform.
The solution empowered them with tools and capabilities like OEE Tracker, Labor Tracker, AI Scheduler, and a Digital Logbook.
Kordsa was able to:
- Decrease unplanned downtime substantially.
- Reduce non-value-added labor tasks by 30%.
- Enable more strategic decision-making and proactive management.
- Support ongoing R&D innovation with AI and machine learning initiatives.
What makes this a good DT example?
✅ Tangible improvements in operational efficiency, cost reduction, and productivity.
✅ Scalable digital transformation across multiple production lines and facilities, aligning technology with strategic business goals.
Obstacles in digital transformation in manufacturing
91% of digital transformation projects fail due to reasons such as poor planning, resistance to change, and integration challenges.
Here are other common roadblocks:
- ➡️ Legacy constraints: Many manufacturers still rely on decades-old systems that were never designed to communicate with modern digital tools. These legacy infrastructures often come with vendor lock-ins, outdated interfaces, and limited interoperability.
Upgrading or replacing them requires not only financial investment but also careful planning to ensure business continuity.
- ➡️ Fragmented systems, data silos: Digital transformation thrives on connectivity, yet many factories run on isolated data islands. Production, quality, supply chain, and maintenance systems often operate independently, making data sharing and analysis difficult.
Integrating these fragmented systems can be complex, time-consuming, and costly.
- ➡️ Safety, regulatory, compliance, and reliability risks: Manufacturers face strict regulations around safety, quality, and environmental impact. Introducing new technologies can raise concerns about system reliability, cybersecurity, or compliance.
Every change in software or process needs to be validated, which can take a lot of time and slow down the adoption process.
- ➡️ Change management & cultural barriers: This is where most digital transformations stumble. As Peggy Gulick, a digital and workforce transformation expert, puts it:
A lot of companies are going at this as if it's only a technology solution... The successes I've seen have really come back to the culture side. Finding the value in the technologies really comes from that progressive adoption of new ways of thinking. Don’t abandon your lean toolbox, problem-solving skills, visual boards, checklists, standard work templates, that’s what makes change stick.”
In short, technology won’t succeed without people.
Resistance to change, lack of digital skills, and fear of job displacement are all common barriers. Building a culture of continuous learning and improvement is just as important as buying new tools.
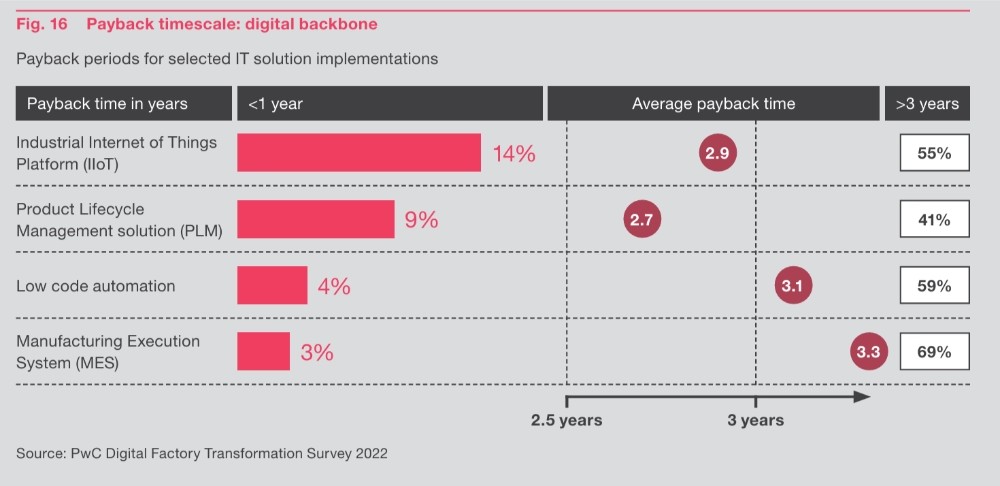
- ➡️ High upfront investment and ROI uncertainty: Digital transformation can be expensive, with new software, hardware, training, and process redesigns all adding up.
Without a clear roadmap or measurable goals, many companies struggle to see how these investments translate into profitability or competitive advantage.
That’s why it’s crucial to align every digital initiative with a solid business case.
Here are the average payback periods of popular IT solutions in manufacturing:
Manufacturing digital transformation trends
From improving efficiency and reducing costs to enhancing sustainability and employee engagement, manufacturers are increasingly leveraging technology to stay ahead.
Some of the biggest trends shaping this transformation include lean practices, intelligent factories, integrated technologies, and an increasing focus on sustainability.
Let’s go over all of them one by one 👇🏻
Lean manufacturing
Lean manufacturing continues to be a cornerstone of modern production.
At its core, lean is about eliminating waste, improving workflow, and continuously optimizing processes.
Digital tools amplify lean principles by providing real-time insights into:
- Production performance,
- Material usage, and
- Machine efficiency.
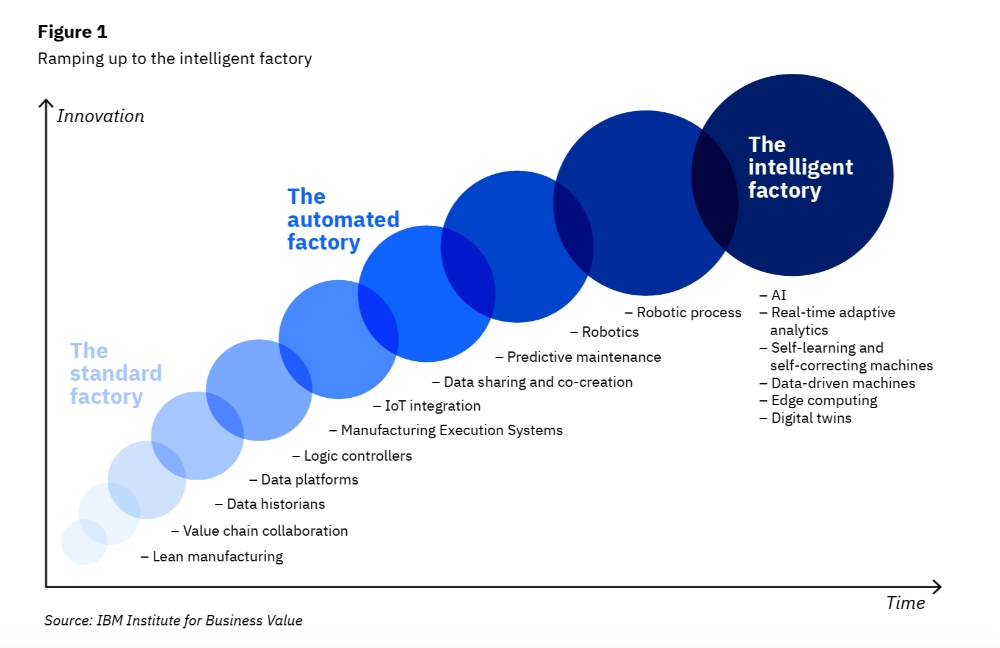
Intelligent factories
According to IBM’s Smart Manufacturing Report, intelligent factories rely on edge and cloud computing to process massive amounts of data locally and centrally, while AI algorithms help guide decisions.
They proactively optimize operations.
By combining internal data like machine performance and inventory levels with external data such as weather forecasts, market demand, and global supply chain updates, intelligent factories can plan production more accurately and reduce risks.
Integrated technologies (5G, AI, IoT)
In modern manufacturing ecosystems, 5G, AI, and IoT reinforce one another to create a self-optimizing production environment.
- 5G enables lightning-fast, low-latency communication across the factory floor, ensuring that machines, sensors, and robots stay in sync in real time.
- Artificial intelligence takes the massive volumes of IoT data streaming from equipment and processes, analyzes them on the edge or in the cloud, and translates them into actionable insights.

Sustainability
Sustainability is an important driving force in digital transformation.
⚡ According to the PwC Digital Factory Transformation Survey, the importance of sustainability as a key driver for digital factory transformation has risen by an average of 150%.
How it is ensured mainly is through consumption, inventory and supply-chain management systems.
Because they allow you to optimize your raw material usage and production process (including how you transfer and distribute your end products), you end up maximizing your value creation while also minimizing your waste.
Use of renewable energies, waste and water recycling systems, and reduction in emissions are among other sustainability goals driven by digital transformation and innovative tech solutions.
How does UserGuiding help the manufacturing digital transformation?
UserGuiding is a no-code, all-in-one product adoption solution that enables you to create interactive and engaging in-app experiences, such as guides and tutorials.
One of UserGuiding’s main objectives is to bring down the learning curve of complex software and products and make it accessible to non-technical users through personalized in-app guidance and automated support.
For those purposes, UserGuiding offers:
- Product tours, guides, and feature walkthroughs
- Onboarding checklists
- Tooltips and hotspots
- In-app surveys
- Resource centers
- AI assistants
- Standalone knowledge bases and product updates pages
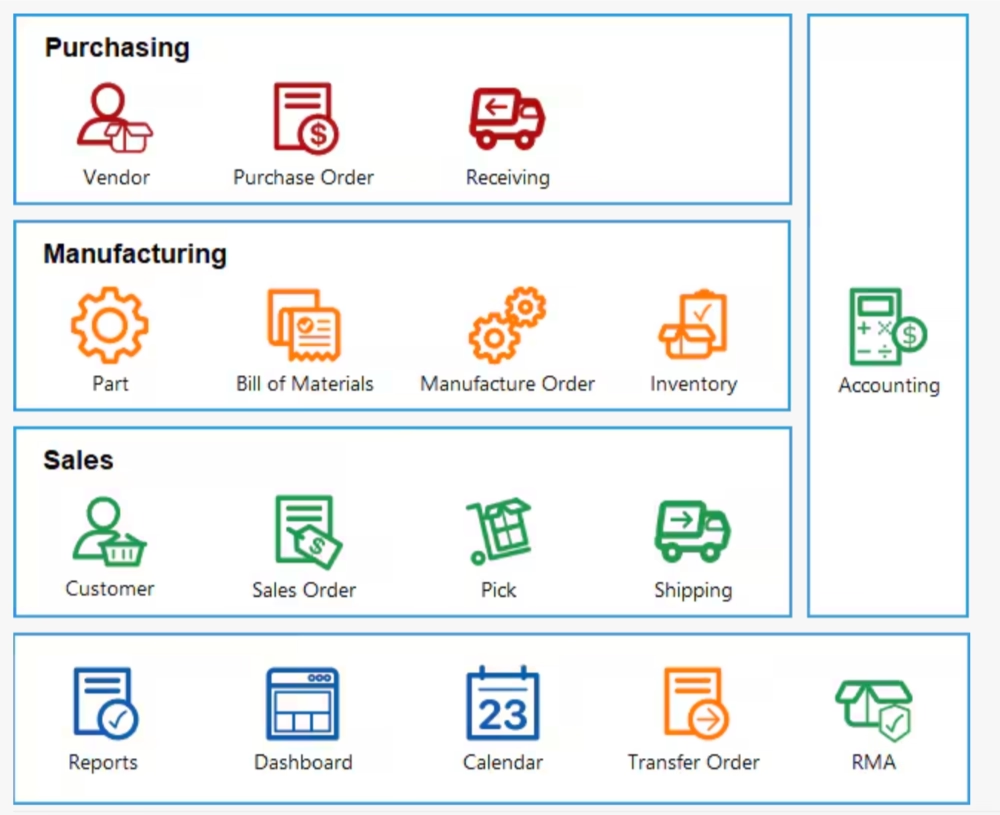
For example, you can create an interactive tutorial that showcases how to create orders on a manufacturing ERP, like this tutorial here:

Or, you can create in-app checklists to offer personalized onboarding to your new employees. Here’s an example onboarding checklist that goes over crucial tasks for an inventory manager:
You can also create individual tooltips that look like this:
And hotspots that look like this:
Liked what you’ve seen so far?
Start your free trial to explore all of these and more by yourself!
To Wrap Up…
At the end of the day, digital transformation in manufacturing actually makes work easier, decisions smarter, and teams stronger.
But it’s not an easy task to handle without proper planning or serious investment.
And not just investment in tech and fancy software, investment in people and business culture, too.
With the right mix of strategy, teamwork, curiosity, (and technology, of course), you can transform your manufacturing business and make it ready for the future.
Here are 5 key success factors for digital transformation in manufacturing:
- The right organizational setup and operating model
- Understanding of the business value and potential use cases
- Clear strategy and roadmap
- Machine connectivity
- Sufficient funding


.png)